Как построить автоматизированную производственную линию по нанесению покрытия на автомобильные колеса?
Автор:
Chuangzhi Coating
Как ключевой компонент, несущий вес автомобиля и передающий мощность, покрытие автомобильных колес должно не только соответствовать требованиям по таким характеристикам, как стойкость к солевому туману и ударопрочность, но и иметь изысканное и равномерное покрытие для эстетической привлекательности. Создание автоматизированной производственной линии для покрытия колес требует балансировки точности процесса, производственной эффективности и экологических стандартов для достижения полного контроля процесса от заготовки до готового изделия. Как профессиональный производитель оборудования для линий покрытия, мы разработали полный цикл строительного плана, охватывающий планирование, ключевые процессы и интеллектуальное управление, основываясь на характеристиках материалов (в основном алюминиевый сплав или сталь) и потребностях массового производства автомобильных колес.
Предварительное планирование: согласование мощности и требований к процессу
Первым шагом в строительстве производственной линии является уточнение целей по мощности и стандартов процесса для определения масштаба линии и конфигурации оборудования.
Планирование мощности должно учитывать размеры колес (основные спецификации 14-22 дюйма) и требования к ритму производства. Для годового выпуска 500 000 колес линия должна обрабатывать 120 штук в час, при длине линии примерно 150-200 метров, используя подвесной цепной конвейер (грузоподъемность ≥50 кг/крюк) с регулируемой скоростью 0,5-2 м/мин. Следует предусмотреть резерв мощности в 30% для компенсации колебаний заказов.
Стандарты процесса должны соответствовать требованиям OEM, таким как общая толщина системы покрытия (грунтовка + базовый слой + лак) 80-120 мкм, стойкость к солевому туману ≥1000 часов и адгезия уровня 0. Для колес из алюминиевого сплава необходимо учитывать специальные требования к покрытию после анодирования, при этом линия должна быть совместима с химической предварительной обработкой и распылением.
Ключевые этапы процесса: полностью автоматизированный дизайн процесса
Суть автоматизированной линии покрытия колес заключается в бесшовном соединении этапов процесса с помощью точного оборудования.
Система предварительной обработки тщательно очищает масляные пятна и оксидные пленки на колесах, используя распылительный процесс "предварительное обезжиривание → основное обезжиривание → промывка водой → кондиционирование поверхности → фосфатирование → пассивация". Баки изготовлены из нержавеющей стали (толщина ≥5 мм) с давлением распыления 0,2-0,3 МПа для обеспечения отсутствия остатков в скрытых местах, таких как канавки и отверстия под болты. Для алюминиевых колес фосфатирование заменяется хроматированием или бесхромовой пассивацией для предотвращения коррозии основы. После обработки шероховатость поверхности колеса Ra контролируется в пределах 1,6-3,2 мкм для улучшения адгезии покрытия.
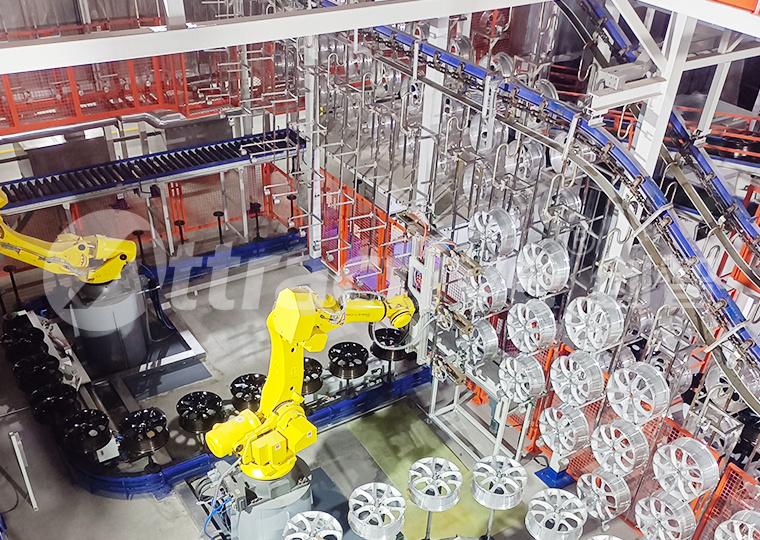
Система распыления критична для контроля качества, используя режим "сотрудничество нескольких пистолетов + электростатическая помощь". Станции грунтовки и лака оснащены 6-осевыми роботами для распыления (точность повторного позиционирования ±0,1 мм), каждый из которых несет 2-4 электростатических распылительных пистолета (напряжение 60-80 кВ). Система визуального позиционирования определяет модели колес и автоматически вызывает маршруты распыления. На станции базового покрытия могут быть добавлены окна для ручной подкраски (с чистыми рабочими столами) для удовлетворения персонализированных цветовых требований. Камеры распыления имеют полностью закрытую конструкцию с отрицательным давлением (скорость воздуха 0,3-0,5 м/с) с коэффициентом улавливания красящей пыли ≥98%, обеспечивая отсутствие частиц в покрытии.
Система отверждения точно контролирует температурные кривые с помощью сегментированных печей с циркуляцией горячего воздуха. Отверждение грунтовки происходит при 120±5℃ в течение 20 минут; отверждение лака при 180±5℃ в течение 30 минут, с контролем разницы температур в пределах ±3℃. Внутренние поверхности печей выполнены из высокотемпературостойкой нержавеющей стали, оснащены теплообменниками для утилизации отходящего тепла, повышая энергоэффективность на 30%. Зона принудительного охлаждения (охлаждение до ≤40℃) на выходе предотвращает деформацию колеса или повреждение покрытия.
Интеллектуальная система управления: полная прослеживаемость процесса
Ключевое конкурентное преимущество автоматизированных производственных линий заключается в повышении стабильности и прослеживаемости через цифровое управление.
Центральная система управления использует архитектуру PLC+SCADA, собирая в реальном времени параметры каждой станции (например, концентрация ванны, давление распыления, температура отверждения). Она автоматически подает сигнал тревоги и запускает корректировки при выходе значений за установленные пределы (например, отклонение общей кислотности фосфатного раствора ±0,5 пункта). Через систему MES, связанную с штрихкодами колес, фиксируются параметры процесса и результаты тестов каждого изделия, формируя полный жизненный цикл файла для быстрой прослеживаемости проблем качества.
Система транспортировки использует регулирование скорости с частотным преобразователем, связанное с ритмом каждого процесса. При возникновении аномалии на станции система автоматически регулирует скорости переднего и заднего участков, чтобы избежать накопления или остановки линии. При смене производства (например, переключение между разными размерами колес) время отклика вызова параметров составляет ≤3 минуты, значительно снижая потери времени простоя.
Экологическая защита и конфигурация тестирования: двойная гарантия соответствия и качества
Автоматизированные производственные линии должны одновременно обеспечивать экологическое соответствие и контроль качества.
Очистка отходящих газов осуществляется комбинированным процессом "фильтрация красящей пыли + адсорбция на активированном угле + каталитическое сжигание (RCO)", с уровнем удаления ЛОС ≥95% и концентрацией выбросов ≤30 мг/м³, соответствуя последним экологическим стандартам. Очистка сточных вод проводится с помощью "коагуляции и осаждения + биохимической обработки" для достижения ХПК ≤100 мг/л и повторного использования (уровень повторного использования ≥60%).
Система онлайн-контроля устанавливает три контрольные точки: вихретоковый контроль чистоты поверхности после предварительной обработки; измеритель толщины пленки (точность ±1 мкм) для контроля толщины покрытия после распыления; глянометр (угол 60°) и тестер адгезии для выборочного контроля после отверждения, обеспечивая отклонение блеска ≤±2 GU и соответствие адгезии. Несоответствующая продукция автоматически направляется в зону ремонта, чтобы предотвратить её попадание в следующий процесс.
Пример из практики: эффективность производственной линии предприятия по производству колес
После внедрения этой автоматизированной производственной линии предприятие по производству алюминиевых колес отметило значительные улучшения ключевых показателей: уровень соответствия покрытия вырос с 82% до 99,5%, производительность за одну смену увеличилась на 50%, коэффициент использования краски повысился с 60% до 85%, что позволило ежегодно сэкономить около 2 миллионов юаней на материалах. При этом соблюдение экологических стандартов позволило пройти сертификацию OEM-партнёра, а количество заказов выросло на 30%.
Заключение
Создание автоматизированной производственной линии для покрытия автомобильных колес — это системный проект, который должен интегрировать требования к мощности, стандарты качества и экологические требования на этапе проектирования процесса. Благодаря комплексному обновлению точной предварительной обработки, автоматизированного распыления, интеллектуального отверждения и цифрового управления предприятия могут не только соответствовать строгим стандартам качества автомобильной промышленности, но и повышать конкурентоспособность за счёт улучшения эффективности и оптимизации затрат. Выбор производителя оборудования с возможностями кастомизации обеспечивает высокую адаптацию линии к реальным потребностям предприятия, достигая как краткосрочных производственных, так и долгосрочных целей развития.