
































Связанные Новости

18
2026
-
03
Специализированные линии нанесения покрытий для производства автомобильных компонентов: двойная гарантия качества и эффективности
Автор:
Chuangzhi Coating
Введение: Специфика и вызовы покрытия автомобильных компонентов
В цепочке создания стоимости автомобильного производства покрытие компонентов часто рассматривается как «незаметное», но крайне важное звено. По сравнению с окраской кузова автомобиля, покрытие автокомпонентов сталкивается с более сложными и разнообразными задачами:
- Материальное разнообразие: От чугуна и алюминиевых сплавов до инженерных пластиков различные подложки предъявляют различающиеся требования к процессам нанесения покрытий.
- Геометрическая сложность: От блоков цилиндров с глубокими полостями до прецизионных миниатюрных корпусов датчиков — формы крайне разнообразны.
- Функциональные требования: Детали шасси требуют отличной коррозионной стойкости, компоненты двигателя — высокотемпературной стойкости, тогда как внутренняя и наружная отделка ориентированы на идеальный внешний вид.
- Размер партии и время цикла: Массовое производство требует линий нанесения покрытий с высокой производительностью и стабильностью.
- Координация цепочки поставок: Должен беспрепятственно интегрироваться с производственными графиками OEM-производителей для обеспечения поставок точно в срок.
Столкнувшись с этими вызовами, универсальные линии нанесения покрытий больше не способны удовлетворять требованиям. В связи с этим появились специализированные линии нанесения покрытий, разработанные специально для автомобильных компонентов, которые обеспечивают Индивидуальные решения по нанесению покрытий для каждой категории компонентов за счёт точного проектирования процессов, гибких конфигураций и интеллектуального управления.
I. Сверхпрочное антикоррозионное покрытие для компонентов ходовой системы
1.1 Проблемы нанесения покрытий на детали шасси
Система шасси включает в себя ключевые компоненты безопасности, такие как подрамники, рычаги управления, поворотные кулаки и приводные валы. Эти детали длительное время подвергаются воздействию агрессивной окружающей среды — дорожной соли, грязи, воды и ударов камней — что предъявляет чрезвычайно высокие требования к коррозионной стойкости покрытия и его механической прочности. Кроме того, поскольку это компоненты безопасности, адгезия покрытия должна быть абсолютно надёжной: любое отслоение может привести к серьёзным угрозам безопасности.
1.2 Специализированные решения для покрытий
Специализированные линии нанесения покрытий для деталей шасси обычно используют комбинированный технологический маршрут, в котором катодное электролитическое осаждение (CED) выступает в качестве основного процесса, дополняемого порошковым покрытием:
- Линия катодного электролитического покрытия: Электроосаждение обеспечивает превосходную проникающую способность, покрывая внутренние полости и сварные швы сложных конструкций и образуя равномерный антикоррозионный слой. Передовые Линии гальванопокрытий Использовать экологически чистые электроосаждаемые лакокрасочные материалы без свинца и олова, совмещённые с многоступенчатой промывкой противоточным способом и системами ультрафильтрации, для обеспечения повторного использования водных ресурсов.
- Усиление порошковым покрытием: Для участков, требующих повышенной стойкости к абразивному воздействию каменной крошки (например, нижних рычагов подвески), поверх слоя электролитического покрытия может быть нанесён слой порошкового покрытия. Высокое содержание твёрдых веществ — 100% — и возможность переработки порошковых покрытий делают их экологически чистым и эффективным дополнительным технологическим процессом.
- Автоматизированная погрузка/разгрузка: Детали шасси, как правило, имеют значительный вес; специализированные линии нанесения покрытий оснащаются роботами или вспомогательными манипуляторами для погрузки и разгрузки, что снижает трудоёмкость работ и обеспечивает высокую точность позиционирования заготовок.
1.3 Ключевые моменты контроля качества
- Распределение толщины пленки: Оптимизировать расположение электродов с помощью моделирования для обеспечения равномерной толщины покрытия на внутренних полостях и внешних поверхностях.
- Испытание на адгезию: Регулярные поперечные испытания и испытания на удар для проверки прочности сцепления покрытия.
- Испытание в соляном тумане: Проводить испытания на нейтральный солевой туман в соответствии со стандартами OEM (как правило, требующие 480–1000 часов).
II. Высокотемпературно стойкие и функциональные покрытия для компонентов силового агрегата
2.1 Детали двигателя и трансмиссии
Блоки двигателей, головки цилиндров, масляные поддоны, картеры трансмиссий и аналогичные компоненты требуют не только защиты от коррозии, но и таких специальных свойств, как маслостойкость, термостойкость и теплопроводность.
2.2 Специализированные технологии нанесения покрытий
- Водоразбавляемые высокотемпературно стойкие покрытия: Компоненты, расположенные вблизи выхлопных труб и турбокомпрессоров, должны выдерживать температуры 300–600 °C. Специализированные линии нанесения покрытий используют водорастворимые силиконовые покрытия, устойчивые к высоким температурам, которые при нагреве образуют защитный слой, напоминающий керамику.
- Антикарбюризационные/антинитрирующие покрытия: Для зубчатых колёс и валов, требующих термической обработки, линии нанесения покрытий должны быть оснащены функцией частичного маскирования, чтобы предотвратить загрязнение зон термической обработки покрытиями.
- Антифрикционные покрытия: Подвижные детали, такие как юбки поршней и подшипники, покрываются антифрикционными покрытиями на основе дисульфида молибдена или графита для снижения потерь на трение. Такие линии нанесения покрытий, как правило, оснащаются высокоточным распылительным оборудованием и системами контроля толщины покрытия в замкнутом контуре.
2.3 Ключевые моменты контроля процесса
- Точность предварительной обработки: Чугунные детали требуют дробеструйной обработки для удаления прокатной окалины, тогда как детали из алюминиевого сплава нуждаются в безхромовой пассивирующей обработке.
- Профиль температуры отверждения: Различные функциональные покрытия требуют разных температур отверждения; на специализированных линиях используются многозонные печи для точного контроля температуры.
- Контроль чистоты: Компоненты двигателей предъявляют чрезвычайно высокие требования к чистоте; линии нанесения покрытий должны быть оснащены высокоэффективными системами фильтрации и продувки.
III. Декоративное покрытие для внутренних и наружных отделочных элементов
3.1 От функциональности к эстетике
Внутренние и наружные отделочные детали автомобилей — включая бамперы, решётки радиатора, дверные ручки, декоративные накладки и приборные панели — напрямую формируют первое впечатление потребителей о качестве автомобиля. Покрытие этих компонентов направлено на достижение идеального внешнего вида при одновременном соблюдении базовых эксплуатационных требований.
3.2 Передовые технологии нанесения покрытий
- Двухцветные линии распыления: Всё больше моделей оснащаются двухцветными дизайнами бамперов. Специализированные линии покраски оборудованы системами быстрой смены цвета и высокоточными роботами для маскирования, что позволяет добиться точного зонирования цвета.
- Высокоглянцевое чёрное напыление: Трим-полосы чёрного цвета на панелях приборной доски требуют исключительно высокого уровня выравнивания покрытия и чистоты. На специализированных линиях обычно применяется трёхслойная система «грунтовка + высокоглянцевая чёрная краска + прозрачное покрытие», наносимая в окрасочных камерах класса ISO 5.
- Покрытия с мягким прикосновением: Такие компоненты, как панели приборов и подлокотники, покрываются материалами с «мягким на ощупь» эффектом, чтобы улучшить текстуру интерьера. Для нанесения таких покрытий требуется специализированное распылительное оборудование и точный контроль толщины слоя — слишком большая толщина ухудшает тактильные ощущения, а слишком малая снижает долговечность.
- Антифingerprint- и самовосстанавливающиеся покрытия: В центральных консольных панелях и наружных дверных ручках автомобилей премиум-класса применяются верхние покрытия с антиотпечатковыми свойствами или с самовосстанавливающейся способностью при незначительных царапинах.
3.3 Интеллектуальные приложения
Современные линии нанесения внутренней и наружной отделки широко используют Интеллектуальные системы покрытий :
- Роботизированное автоматическое распыление: 6-осевые роботы в сочетании с 3D-сканированием зрения для точного определения положения и контура заготовки с автоматическим формированием оптимальных траекторий распыления.
- Онлайн-контроль цвета: Колориметры в режиме реального времени отслеживают отклонение цвета, автоматически корректируя соотношения подачи краски.
- Автоматическое распознавание дефектов: Системы искусственного зрения выявляют дефекты, такие как потёки, «апельсиновая корка» и частицы, обеспечивая поставку без дефектов.
IV. Гибкое проектирование специализированных линий нанесения покрытий
4.1 Смешанное многоразновидное совместное производство
Автомобильные компоненты многочисленны и разнообразны, однако годовой объём производства отдельного компонента может не оправдывать создание специализированной производственной линии. Поэтому современные Гибкие линии производства покрытий необходимо обеспечить баланс между специализацией и гибкостью:
- Модульные окрасочные камеры: Использование мобильных перегородок для динамической настройки полезной площади стенда в зависимости от размеров заготовки.
- Системы быстросменного крепления: Одна и та же стойка может принимать различные типы заготовок за счёт замены различных приспособительных модулей.
- Интеллектуальные системы планирования: Автоматическое переключение параметров процесса и программ распыления в зависимости от заказов, что обеспечивает бесшовное переключение между различными видами продукции.
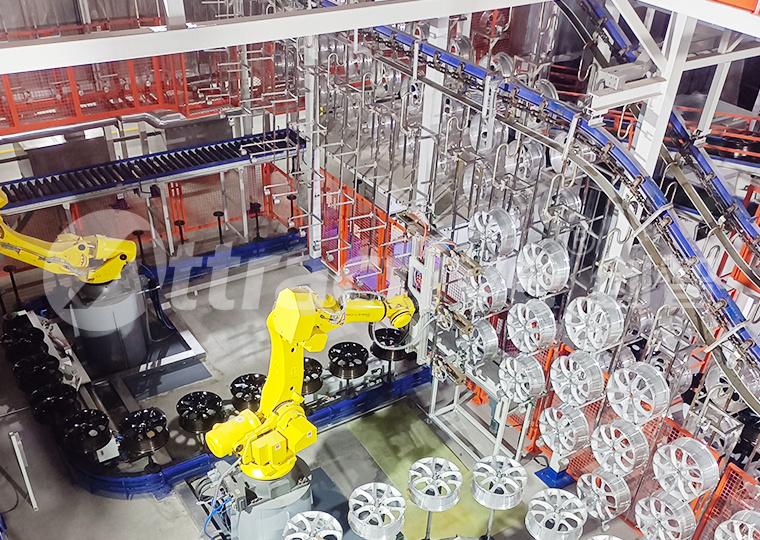
4.2 Кейс-стади: Линия нанесения покрытия на колёса из алюминиевого сплава
Колёса, как типичные автомобильные компоненты, наглядно демонстрируют баланс между специализацией и гибкостью в своих линиях нанесения покрытий:
- Базовая пудра + цветная пудра + прозрачная пудра: Система из трёх слоёв, выполненная на разных станциях.
- Роботизированное нанесение покрытий на внутренние и внешние поверхности: Поверхности колёс требуют высокой декоративной отделки, тогда как задние поверхности нуждаются лишь в защите от коррозии; роботы могут переключать различные параметры распыления в зависимости от конкретной зоны.
- Охлаждение и пневмотранспорт: Отвержённые колёса требуют быстрого охлаждения; транспортировка по воздуху предотвращает появление царапин на поверхности.
V. Экологический и устойчивый дизайн
5.1 Требования к зелёной цепочке поставок в автомобильной отрасли
Крупные автомобильные бренды предъявляют поставщикам чёткие требования по сокращению углеродных выбросов и охране окружающей среды. Линии нанесения покрытий на автокомпоненты должны интегрировать экологические принципы в своё проектирование:
- Безфосфорная и безникелевая предварительная обработка: Использование экологически чистых технологий преобразующего покрытия, таких как силиланы и соли циркония, для замены традиционного фосфатирования.
- Высокотвердые и водоразбавляемые покрытия: Значительное сокращение выбросов ЛОС в целях соблюдения самых строгих экологических нормативов.
- Высокоэффективная очистка выхлопных газов: Оснащение регенеративных термических оксидаторов (RTO) с эффективностью очистки отходящих газов свыше 99%
- Системы утилизации тепла: Использование отработанного тепла из выхлопных газов сушильной печи для предварительного подогрева свежего воздуха или нагрева растворов для предварительной обработки в ваннах.
5.2 Оптимизация углеродного следа
Типичный Линия низкоуглеродного покрытия достигает сокращения выбросов углерода за счёт следующих мер:
- Технология частотно-регулируемого привода, позволяющая сэкономить 30–50% энергии на вентиляторах и насосах.
- Применение покрытий с низкотемпературным отверждением, снижающих температуру отверждения с 220°C до 160°C.
- Солнечные фотоэлектрические системы, покрывающие часть потребности в электроэнергии
- Цифровые платформы управления энергией, осуществляющие мониторинг и оптимизацию потребления энергии в режиме реального времени.
VI. Отслеживаемость качества и цифровое управление
6.1 Сбор данных на всех этапах процесса
Современные линии нанесения покрытий на автомобильные компоненты оснащены сотнями датчиков, собирающих данные в режиме реального времени по:
- Параметры процесса: Температура, давление, расход, напряжение, ток
- Статус оборудования: Позиции робота, скорости вращения, информация о тревогах
- Качественные данные: Толщина пленки, разница в цвете, результаты испытаний на адгезию
- Данные о потреблении энергии: Потребление электроэнергии, воды, сжатого воздуха и лакокрасочного материала
6.2 Интеграция с системами MES
Все данные загружаются в системы управления производством (MES), что позволяет:
- Параметры процесса, связанные с заготовками: Каждая заготовка имеет полный «электронный файл».
- Оповещения о качестве в реальном времени: Автоматические сигнализации при отклонении параметров от заданных диапазонов
- Прогнозное техническое обслуживание: Раннее выявление потенциальных неисправностей на основе анализа данных оборудования
- Автоматизированная отчетность по производству: Ключевые показатели, такие как выпуск за смену, выход продукта и энергопотребление — всё на одном экране.

VII. Ключевые соображения при выборе партнёров
Для производителей автомобильных компонентов выбор поставщика линии нанесения покрытий является стратегическим решением. Следующие ключевые моменты заслуживают особого внимания:
7.1 Опыт в отрасли и успешные кейсы
Обладает ли поставщик опытом поставок аналогичных компонентов? Могут ли они предоставить ссылки на объекты клиентов для посещения?
7.2 Поддержка лабораторного процесса
Располагает ли поставщик технологической лабораторией, способной проводить валидацию технологического процесса для конкретных заготовок и покрытий, определяя оптимальные параметры до проектирования линии?
7.3 Возможности по инженерному обеспечению «под ключ»
Обладает ли поставщик комплексными услугами — от проектирования решений и производства оборудования до монтажа, ввода в эксплуатацию и обучения персонала? Является ли управление проектами стандартизированным?
7.4 Ответ службы послепродажного обслуживания
Созданы ли сервисные центры в регионе клиента? Достаточен ли уровень запасов запасных частей? Можно ли предоставить удалённую диагностическую поддержку?
7.5 Возможность непрерывного обновления
Разработана ли линия нанесения покрытий с модульной архитектурой для будущих технологических обновлений и расширения производственных мощностей? Является ли система управления открытой и способной интегрироваться с цифровыми системами заказчика?
VIII. Заключение: Выберите профессиональных партнёров для взаимовыгодного будущего в автомобильной отрасли
Для поставщиков автомобильных компонентов инвестирование в технологически передовую, обладающую высокой надёжностью процессов и экономической эффективностью специализированную линию нанесения покрытий является не только обязательным условием для соответствия требованиям OEM-производителей, но и стратегической инициативой по формированию ключевой конкурентоспособности. В условиях текущей трансформации автомобильной отрасли в направлении электрификации, интеллектуализации и снижения массы автомобилей компании, способные обеспечивать стабильное производство высококачественных компонентов с покрытиями, займут незаменимые позиции в цепочке поставок.
Как специализированный производитель оборудования для линий нанесения покрытий, Гуандунская компания по производству интеллектуального оборудования «Чуаньчжи» СООО Компания уже много лет специализируется на решениях по нанесению покрытий на автомобильные детали, накопив обширный отраслевой опыт и значительное портфолио успешных проектов. Объединяя исследования и разработки, проектирование, производство, монтаж, пусконаладочные работы и послепродажную поддержку, компания предлагает клиентам комплексное сквозное обслуживание — от валидации технологических процессов и разработки инженерных решений до реализации полных проектов «под ключ». Chuangzhi Intelligent Equipment неизменно придерживается стратегии стимулирования роста за счёт технологических инноваций и уделяет первоочередное внимание потребностям клиентов; мы стремимся создавать для производителей автомобильных компонентов линии по нанесению покрытий, которые отличаются высокой эффективностью, стабильностью, интеллектуальностью и экологичностью. Выбор компании Chuangzhi — это выбор профессионализма и надёжности; давайте объединим усилия, чтобы вместе построить блестящее будущее автомобильной отрасли.
SEO:

Контакты Нас
+86 135-8061-6025
Проспект Инбинь № 2, район высоких технологий, Город Чжаоцин, провинция Гуандун, Китай.
Онлайн Сообщение